
The ability to identify common CNC machining design issues and cost drivers will allow you to design for cost savings and manufacturability while maintaining the integrity and quality of your part. In this article, we will go over some of the most common DFM issues and cost drivers, as well as possible solutions to consider.
Thin Walls
Walls must be greater than 0.5mm for metals and 1.0mm for plastics in order to eliminate the risk of breakthrough or warping. Consider increasing the wall thickness if possible.
Sharp Internal Corners
Sharp internal corners where vertical walls meet cannot be machined using any end mill due to the tool geometry. Fillets must be added as illustrated in Fig. 2 and Fig. 3. The larger the corner radius, the fewer passes the machine will take and the lower the cost. Take this into consideration when designing your part to reduce cost.
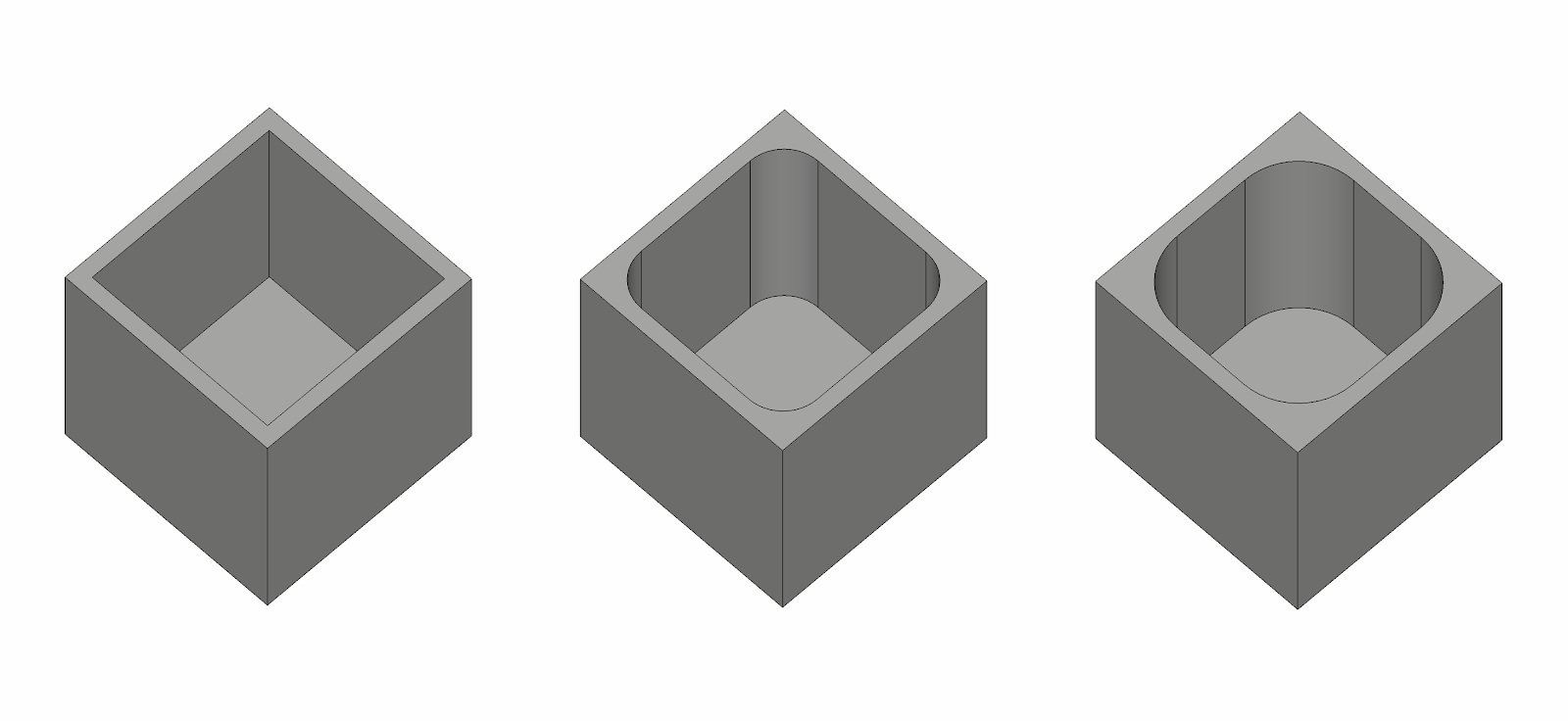
Fig. 1 Fig. 2 Fig. 3
Fig. 1: This part cannot be machined as designed without a secondary process such as EDM, which is significantly more expensive and time-consuming.
Fig. 2: This part can be machined with one tool.
Fig. 3: This part can be machined with one tool, and because the corner radius is larger than the part in the center, a larger tool can be used thus reducing machine time and therefore, part cost.
It is possible to machine sharp 90° bottom edges using a flat-bottom end mill, but drafted walls will require a fillet.
Depth of Cut Relative to Tool Diameter
For a better surface finish and lower cost, consider keeping the depth of cut within 5x tool diameter for end mills or 6x diameter for drill bits. It is possible to obtain up to 10x depth of cut for end mills and 12x for drill bits, though parts requiring the use of extended reach end mills or drill bits will drive costs and may add additional lead time. (Fig. 4). Please keep in mind the depth of cut measurement begins at the part’s bounding box. The reason for these limitations is the natural tool vibration and wandering past a certain ratio greatly increase the risk of tool breakage and require slower feed rates. Also keep in mind these limitations depend on material. It is a lot easier to cut a deep pocket into plastic than steel, for example.

Fig. 4
From left to right: A 5mm drill bit can achieve a depth of 30mm (6x its diameter). A 5mm drill bit with extended reach can achieve a depth of 60mm (12x its diameter). A 5mm end mill can achieve a depth of 25mm (5x its diameter). A 5mm end mill with extended reach can achieve a depth of 50mm (10x its diameter).
Setup Time and Special Fixtures
Setup time is another big factor when calculating cost. This includes machine setup and part fixturing. The number of unique setups per part will greatly affect the cost. To keep cost as low as possible, aim to limit setups to 1 or 2. To illustrate this point, imagine a cube that has holes on all six sides. Although a cube with a non-through hole on each side sounds simple enough, it would require 6 setups to achieve, thus increasing the cost. Another cost driver to consider is the need for a special fixture. In the case of parts with features that cannot be held in a standard vice, the machinist will use soft jaws, or a fixture with geometry mirroring that of the surface to grip which must be made prior to part production due to the custom nature of the piece.
Tight Tolerances
Something to consider in the design phase is the tighter the tolerance, the higher the cost. Our manufacturing partners are held to ISO 2768 medium standard for all tolerances that aren’t called out. Tighter tolerances can require longer machine time, a higher scrap rate of parts, and potential additional tooling charges, all of which serve to drive up the cost. Consider using the loosest tolerance that still allows for full functionality.
Machine Time
The amount of time it takes to actually machine your part is one of the key cost drivers. While it may be difficult to gauge the actual time in the design phase, you should be in good shape if you take these DFM pointers into consideration. Another variable in this factor is the selected material. For example, high carbon content steel will take longer to machine than aluminum because of the density and hardness of the material and the need for the machine to move at a slower pace to reduce the risk of tool breakage. If your design allows, consider strength, cost, and machinability when selecting a material. The most machinable materials are aluminum, brass, and some plastics, such as ABS, Nylon, and HDPE.
Custom Threads
If your design includes non-standard threads, by default we will produce it as a High Risk product, which stipulates that we will not guarantee the fit/function of the threads. If you require us to guarantee the fit/function, you can either provide us with the mating part required to check the thread, or elect to have China Manufacturing parts, Inc. source the mating part. Either of these options will add to both the lead and and the cost, so please contact your Sales Representative or message us at inquiry.mf@chinamanufacturingparts.com so that we can get you a quote that accounts for the mating part. Consider adhering to standard thread sizes whenever possible.
Tapped Holes
As a general rule of thumb, try not to exceed a 3:1 depth-to-tool ratio when designing tapped holes. Deeper holes will increase machine time, thus driving up cost. Also consider using standard tap sizes to further reduce cost.
For a more in-depth look into CNC cost drivers and tips, feel free to check out our Hardware Guide: How to Cut CNC Machining Costs.