CNC Processes
Electrical Discharge Machining
- Instant Pricing & DFM
- Parts as Fast as 7 days
- Tight Tolerances
Your IP is safe with us. Learn more.

With instant quotes and rapid production, you can reduce cycle times by as much as 50%.
Tap into a highly vetted and managed network of the best machine shops world-wide.
Choose between fast and cost-effective options to find the best price.
A2 Tool Steel
Aluminum
Brass
Bronze
Cast Iron
Copper
Stainless Steel
Steel
Titanium
A2 Tool Steel
| Hobbing | Wire EDM | Sinker EDM | |
|---|---|---|---|
| Tolerance level | ISO grade 6 to 12 | ISO grade 7 to 12 | ISO grade 8 to 12 |
| Part size | Min: 1.0x1.0x0.3mm Max :500x500x800mm | Min: 3.0x3.0x0.3mm Max: 300x300x200mm | Min: 3.0x3.0x0.3mm Max: 200x200x150mm |
| Top use cases | External gears | External gears, shafts with gears, helical gears | Internal gears and features< which are not through hole, internal features requiring minimal fillets such as a hexagonal shaped cutouts in a part |
| Materials | All materials | All metals | All metals |
| Minimum fillet radius | n/a | 0.05mm standard
0.01mm premium precision | 0.05mm standard
0.01mm premium precision |
| Lead time | As fast as 12 days | As fast as 7 days | As fast as 7 days |
China Manufacturing parts offers two types of Electrical Discharge Machining (EDM) processes, which are useful for cutting deep pockets and complex features such as gears and holes with a keyway. EDM is also a non-contact machining method and does not exert cutting forces on the part, therefore it works particularly well for delicate structures.
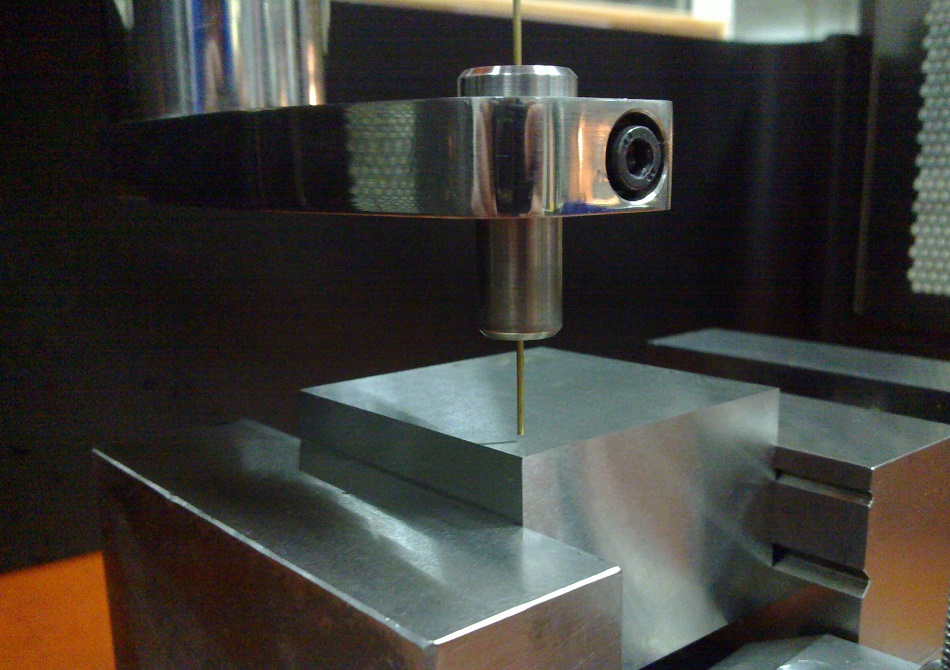
Wire EDM is performed by submerging a metal part in dielectric fluid where an electrically charged wire is then fed through the submerged metal component. The current passing through the wire creates sparks which cut through the material and form the desired shape of the component. Wire EDM is an ideal manufacturing process when you have clearance for the wire above and below the part feature.
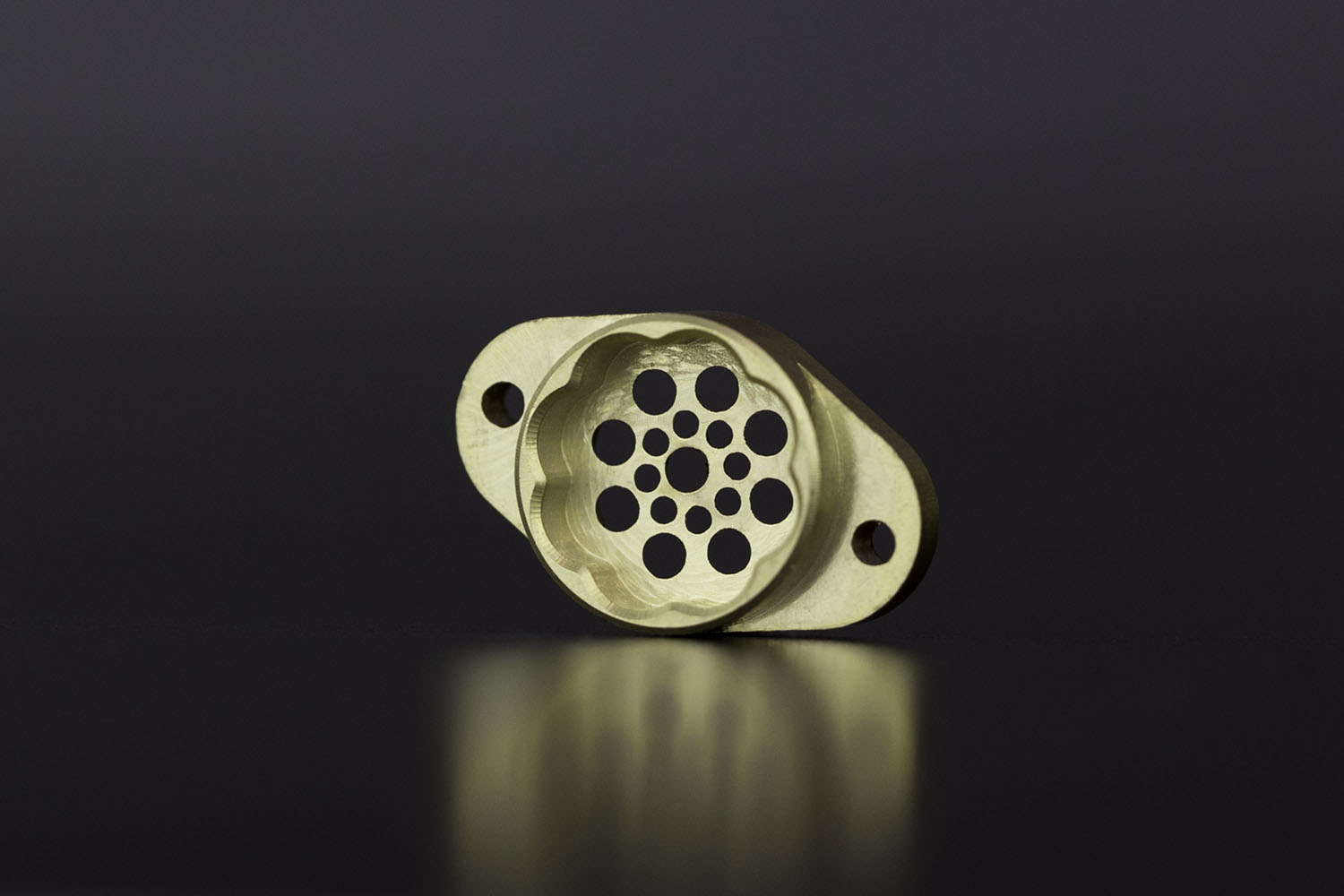
The first step to performing Sinker EDM is to machine an electrode into the shape of the cutout you want to make. Sinker EDM is then performed by plunging your charged electrode into the metal component, which is submerged in dielectric fluid. The current passing through the electrode creates sparks which cut away the metal and form the desired shape of the internal feature.
Sinker EDM can be used to make bevel gears, internal gears, spiral gears, worm gears, however the process is very slow and costly so this may not be the best method for all applications. Sinker EDM can be used to create hard-to-reach, angular internal features such as blind keyholes which cannot be machined using other methods.
What kinds of gears can China Manufacturing parts, Inc. manufacture with electrical discharge machining?
There are two types of EDM, each with their own gear manufacturing capabilities. Wire EDM can be used to manufacture both internal and external gears, as long as there is a through hole or area for the wire to pass through. Sinker EDM can also be used to machine internal and external gears, as well as gears with more complex geometry, like helical gears.
What materials can China Manufacturing parts, Inc. cut with EDM?
Both wire and sinker EDM can only be used on materials that can conduct electricity, because the electrode needs to be able to wear away the material. This limits the EDM process to metals.
What is electrical discharge machining?
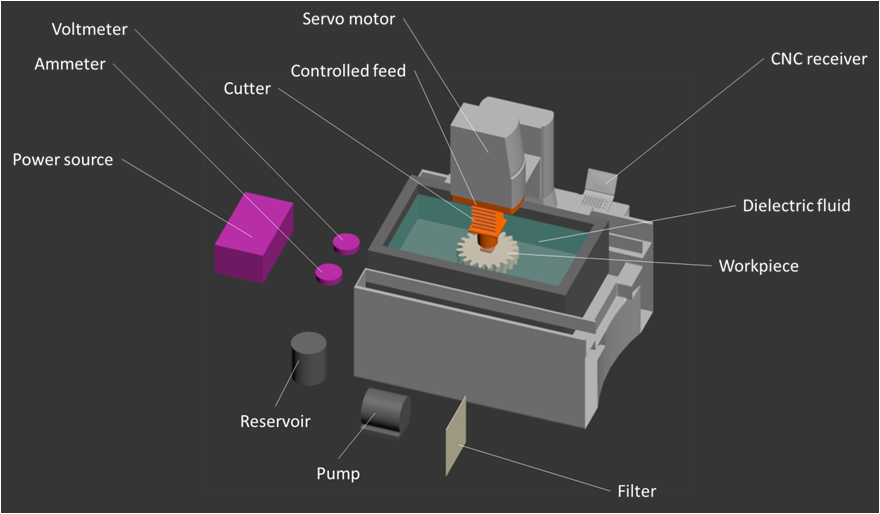
Electrical Discharge Machining, also known as EDM, is a non-contact machining procedure used to make parts where material is removed from a workpiece using electrical spark erosion. EDM is good for more delicate projects as it does not exert cutting forces on the workpiece.
What are the types of electrical discharge machining?
There are two main types of Electrical Discharge Machining (EDM) processes - wire EDM and sinker EDM, which are useful for cutting deep pockets and complex features such as gears and holes with a keyway.
What types of shapes can a wire EDM machine produce?
Wire EDM machines can handle jobs that can be too intricate or delicate for other methods of machining, such as internal fillets, corners, or other very small and complex parts.
What happens in the EDM process?
The EDM process consists of a metal part being submerged in dielectric fluid, where an electrically charged wire is then fed through the submerged metal component to make the precise cuts.